

Laser Optics and Selecting the Proper Lens for your CO2 Application
I want to explain the optical characteristics of laser cutting and engraving machines. Here is the output side of a typical CO2 laser tube used in a vast majority of laser cutters and engravers. The magenta lines represent the laser energy from the output of the laser tube. This laser energy coming out of the CO2 laser tube is unfocused and has an approximate diameter of 4mm in my experience. The width of the lasing energy is consistent for a great distance, so it is possible to maintain a lasing distance with very little variance in the beam diameter which is important for making sure this beam doesn't lose energy when it finally passes through the lens. Even though this beam is unfocused, the beam can still burn materials; however, not as intensely as the focused part of the beam as it passes through a lens. 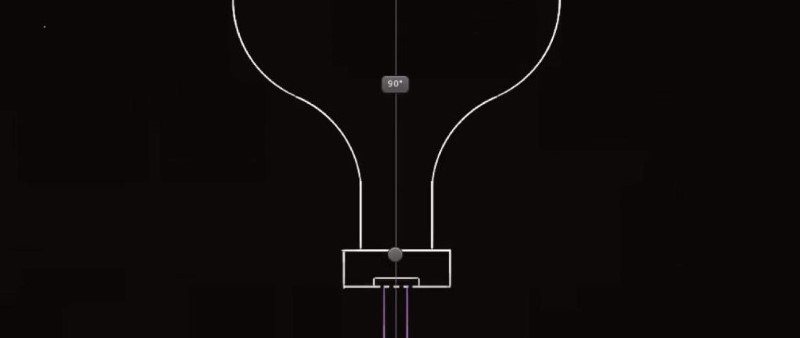 Before I get to the lenses, let me explain a bit about how these are used in machines and how the beam is guided finally to the lens that is incased within the nozzle. Typically, machines have mirrors on which the laser energy (beam) will bounce to be directed to another area of the machine. On most machines, there are 3 main mirrors which allow the laser cutter's laser tube to be stationary in the machine. On these types of machines, the laser tube uses on mirror to direct the beam to the gantry of the machine that moves back and forth (unless the tube is affixed to the gantry). The laser mirror on the gantry directs the laser beam to the mirror on the nozzle, then the final mirror direct the laser beam to the laser cutter's focal lens.
Before I get to the lenses, let me explain a bit about how these are used in machines and how the beam is guided finally to the lens that is incased within the nozzle. Typically, machines have mirrors on which the laser energy (beam) will bounce to be directed to another area of the machine. On most machines, there are 3 main mirrors which allow the laser cutter's laser tube to be stationary in the machine. On these types of machines, the laser tube uses on mirror to direct the beam to the gantry of the machine that moves back and forth (unless the tube is affixed to the gantry). The laser mirror on the gantry directs the laser beam to the mirror on the nozzle, then the final mirror direct the laser beam to the laser cutter's focal lens. 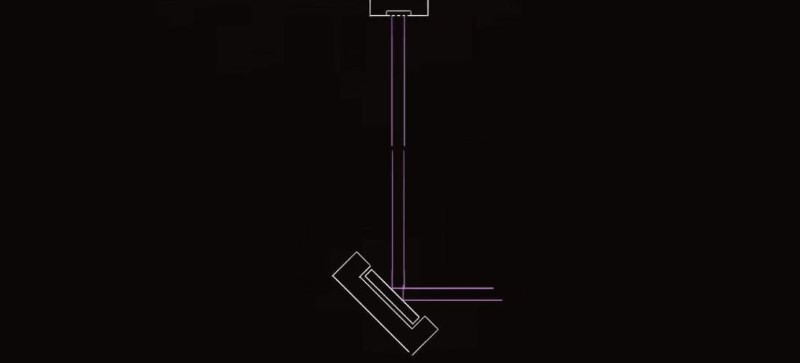 In this tutorial, I want to show mainly the focus convergence to provide a better understanding of how the beam becomes focused passed the laser cutter's lens. The laser cutter's focal lens is placed in the machine "belly up" or with the convex part of the lens receiving the unfocused beam from the laser tube. Don't pay too much attention to the actual angles in the drawings as they are meant for illustration purposes and to convey and idea.
In this tutorial, I want to show mainly the focus convergence to provide a better understanding of how the beam becomes focused passed the laser cutter's lens. The laser cutter's focal lens is placed in the machine "belly up" or with the convex part of the lens receiving the unfocused beam from the laser tube. Don't pay too much attention to the actual angles in the drawings as they are meant for illustration purposes and to convey and idea. 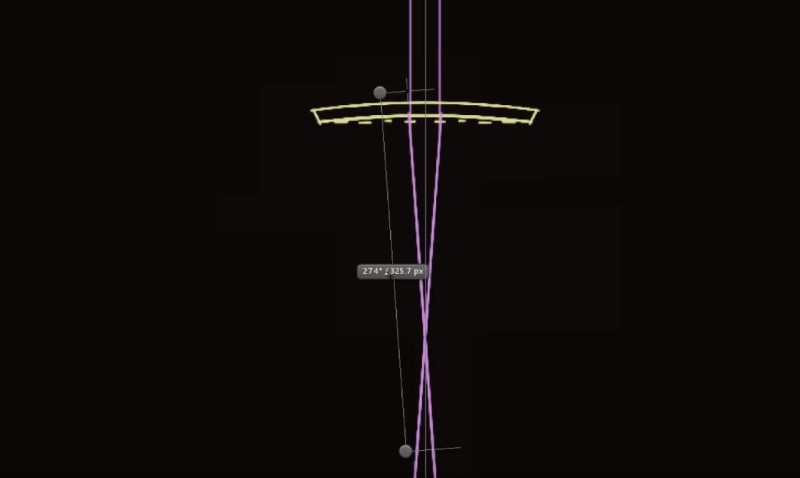 The distance from the lens to the point at which the laser beam converges is called the focal length of the laser cutter's focal lens. Typical focal lengths will be 1.5", 2", 3" and 4" (38.1 mm, 50.8, 76.2 mm, and 101.6 mm respectively).
The distance from the lens to the point at which the laser beam converges is called the focal length of the laser cutter's focal lens. Typical focal lengths will be 1.5", 2", 3" and 4" (38.1 mm, 50.8, 76.2 mm, and 101.6 mm respectively). 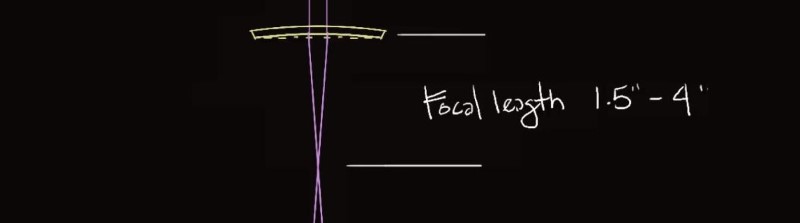 At the actual focal spot, there is a distance where the laser convergence is tight and maintains a very small focused area. This distance is called the tolerance of the laser focus.
At the actual focal spot, there is a distance where the laser convergence is tight and maintains a very small focused area. This distance is called the tolerance of the laser focus. 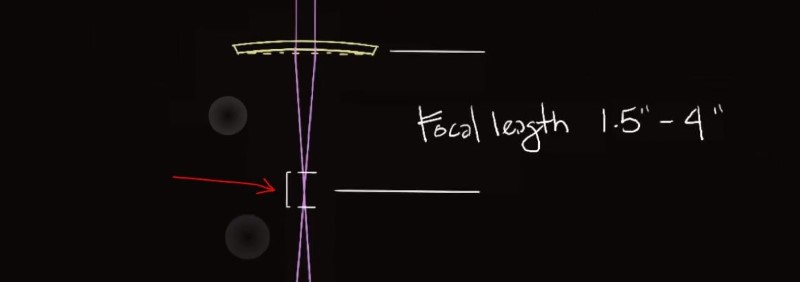 So, why would you need lenses of different focal lengths? You need to select the lens that is most appropriate for your application. In the illustration, I'm showing three lenses that will show different focal lengths and you will see how this changes the properties of the converged laser beam. I will show these as a 2" focal length, 3" focal length and a 4" focal length. You see that the convergence on the 3" is a bit lower than the 2" and the 4" convergence is a bit lower than the 3" convergence, but this is not the most important aspect of the focal lengths. The application of different focal lengths has more to do with the focus tolerance than the focal length. The focal length is actually an undesirable aspect of the lens as it requires you to have a machine that can be adjusted for height and requiring that the work piece is far enough (or close enough) to the laser lens. You will see in the illustration that the focal tolerance becomes longer with the lens having a longer focal length because the convergence distance has a longer span and comes together more gradually. If the focal length causes a problem where your machine does not have the sufficient depth for the focused part hit the work piece correctly, modified nozzles can be purchased.
So, why would you need lenses of different focal lengths? You need to select the lens that is most appropriate for your application. In the illustration, I'm showing three lenses that will show different focal lengths and you will see how this changes the properties of the converged laser beam. I will show these as a 2" focal length, 3" focal length and a 4" focal length. You see that the convergence on the 3" is a bit lower than the 2" and the 4" convergence is a bit lower than the 3" convergence, but this is not the most important aspect of the focal lengths. The application of different focal lengths has more to do with the focus tolerance than the focal length. The focal length is actually an undesirable aspect of the lens as it requires you to have a machine that can be adjusted for height and requiring that the work piece is far enough (or close enough) to the laser lens. You will see in the illustration that the focal tolerance becomes longer with the lens having a longer focal length because the convergence distance has a longer span and comes together more gradually. If the focal length causes a problem where your machine does not have the sufficient depth for the focused part hit the work piece correctly, modified nozzles can be purchased. 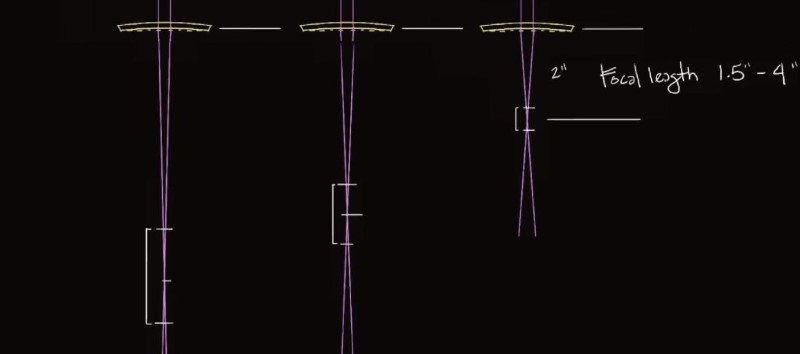 The tolerance on the 2" focal length lens is short and will provide the smallest point burn, or tightest kerf. This is especially good for photo engraving and laser cutting of thin materials at a single pass. At the extreme, the 4" focal length lens has the largest focused tolerance length and is best at cutting thicker materials and does not work best for photo engraving; however, engraving lettering on the surface of the work piece is adequate for most applications. The 4" focal length is more difficult to determine the actual focus distance from the nozzle. The slant technique to find the focus of the lens is a technique that has worked for us where a work piece is set up in the machine and the machine will burn a line along this slanted work piece where the burn will exhibit the range of beam widths along this burn line. This allows you to find the portion that is most focused and determine the tolerance area. The tolerance area can be marked and the midpoint of that tolerance area which is the best focused part of the beam.
The tolerance on the 2" focal length lens is short and will provide the smallest point burn, or tightest kerf. This is especially good for photo engraving and laser cutting of thin materials at a single pass. At the extreme, the 4" focal length lens has the largest focused tolerance length and is best at cutting thicker materials and does not work best for photo engraving; however, engraving lettering on the surface of the work piece is adequate for most applications. The 4" focal length is more difficult to determine the actual focus distance from the nozzle. The slant technique to find the focus of the lens is a technique that has worked for us where a work piece is set up in the machine and the machine will burn a line along this slanted work piece where the burn will exhibit the range of beam widths along this burn line. This allows you to find the portion that is most focused and determine the tolerance area. The tolerance area can be marked and the midpoint of that tolerance area which is the best focused part of the beam. 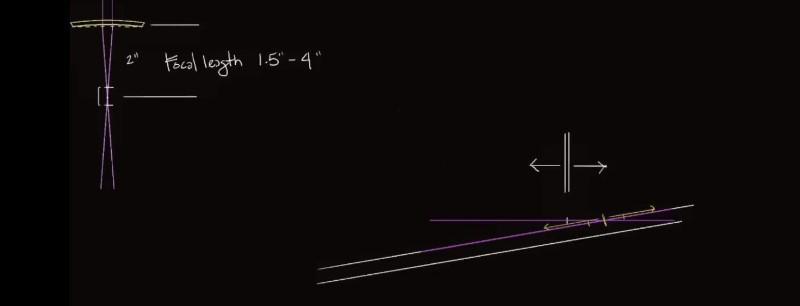 I hope this has helped your understanding the optics of laser cutters and engravers. Remember to research the materials that you intend to lase to be sure that the fumes of the lasing will not cause you or the machine harm.
I hope this has helped your understanding the optics of laser cutters and engravers. Remember to research the materials that you intend to lase to be sure that the fumes of the lasing will not cause you or the machine harm.
Before I get to the lenses, let me explain a bit about how these are used in machines and how the beam is guided finally to the lens that is incased within the nozzle. Typically, machines have mirrors on which the laser energy (beam) will bounce to be directed to another area of the machine. On most machines, there are 3 main mirrors which allow the laser cutter's laser tube to be stationary in the machine. On these types of machines, the laser tube uses on mirror to direct the beam to the gantry of the machine that moves back and forth (unless the tube is affixed to the gantry). The laser mirror on the gantry directs the laser beam to the mirror on the nozzle, then the final mirror direct the laser beam to the laser cutter's focal lens. In this tutorial, I want to show mainly the focus convergence to provide a better understanding of how the beam becomes focused passed the laser cutter's lens. The laser cutter's focal lens is placed in the machine "belly up" or with the convex part of the lens receiving the unfocused beam from the laser tube. Don't pay too much attention to the actual angles in the drawings as they are meant for illustration purposes and to convey and idea. The distance from the lens to the point at which the laser beam converges is called the focal length of the laser cutter's focal lens. Typical focal lengths will be 1.5", 2", 3" and 4" (38.1 mm, 50.8, 76.2 mm, and 101.6 mm respectively). At the actual focal spot, there is a distance where the laser convergence is tight and maintains a very small focused area. This distance is called the tolerance of the laser focus. So, why would you need lenses of different focal lengths? You need to select the lens that is most appropriate for your application. In the illustration, I'm showing three lenses that will show different focal lengths and you will see how this changes the properties of the converged laser beam. I will show these as a 2" focal length, 3" focal length and a 4" focal length. You see that the convergence on the 3" is a bit lower than the 2" and the 4" convergence is a bit lower than the 3" convergence, but this is not the most important aspect of the focal lengths. The application of different focal lengths has more to do with the focus tolerance than the focal length. The focal length is actually an undesirable aspect of the lens as it requires you to have a machine that can be adjusted for height and requiring that the work piece is far enough (or close enough) to the laser lens. You will see in the illustration that the focal tolerance becomes longer with the lens having a longer focal length because the convergence distance has a longer span and comes together more gradually. If the focal length causes a problem where your machine does not have the sufficient depth for the focused part hit the work piece correctly, modified nozzles can be purchased. The tolerance on the 2" focal length lens is short and will provide the smallest point burn, or tightest kerf. This is especially good for photo engraving and laser cutting of thin materials at a single pass. At the extreme, the 4" focal length lens has the largest focused tolerance length and is best at cutting thicker materials and does not work best for photo engraving; however, engraving lettering on the surface of the work piece is adequate for most applications. The 4" focal length is more difficult to determine the actual focus distance from the nozzle. The slant technique to find the focus of the lens is a technique that has worked for us where a work piece is set up in the machine and the machine will burn a line along this slanted work piece where the burn will exhibit the range of beam widths along this burn line. This allows you to find the portion that is most focused and determine the tolerance area. The tolerance area can be marked and the midpoint of that tolerance area which is the best focused part of the beam. I hope this has helped your understanding the optics of laser cutters and engravers. Remember to research the materials that you intend to lase to be sure that the fumes of the lasing will not cause you or the machine harm.